
- Сварочные роботы
- Лазерная обработка
- Сварка штучным электродом (ММА)
- Аргонодуговая сварка (TIG)
- Полуавтоматическая сварка (MIG/MAG)
- Плазменная резка
- Контактная сварка (сварка сопротивлением)
- Клещи для контактной сварки
- Ручные сварочные клещи
- Подвесные сварочные клещи
- Машины контактной сварки
- Установки односторонней контактной сварки
- Установки односторонней контактной сварки для ремонта автомобильных кузовов
- Расходные материалы для ручных клещей
- Расходные материалы для машин и подвесных клещей
- Расходные материалы для установок односторонней контактной сварки для ремонта автомобильных кузовов
- Средства защиты
- Сварочные материалы
- Маркеры, термоиндикаторы, эпоксидные клеи
- Сварочные агрегаты и электростанции
- Компрессоры и пневмоинструмент
- Оборудование для автосервисов
- Аксессуары и принадлежности для электросварки
- Дополнительное оборудование
- Инструменты


ПРЕДСЕЗОННАЯ РАСПРОДАЖА! Проволока ER5356 1,0мм 2 кг за 1500 рублей!
Газовые редукторы и регуляторы
Газовые редукторы и регуляторы - FOXWELD

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2)0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,02-1,0 (0,2-10) |
| Заказать |

Цена: 1 200 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 попл. расходомер - регулировка расхода 40л/мин - 200 бар |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,02-1,0 (0,2-10) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2)0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: 1 640 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 расходомер - регулировка расхода 17 л/мин - 150 бар |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,02-1,0 (0,2-10) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: 2 890 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 расходомер - регулировка расхода 17 л/мин - 150 бар |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: 3 980 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 поплав. расходомер - регулировка расхода 17 л/мин - 150 бар |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,02-1,0 (0,2-10) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: 4 990 руб. |
| Параметры - аргон/углекислота - 1 манометр - 2 поплав. расходомера - регулировка расхода 17 л/мин - 150 бар |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,02-1,0 (0,2-10) |
| Заказать |

Цена: по запросу |
| Параметры Наибольшее рабочее давление на выходе, МПА (кгс/см2) 0,01-0,15 (0,1-1,5) |
| Заказать |
Газовые редукторы и регуляторы - GCE

Цена: по запросу |
| Параметры - Вес, кг 0.67 - Вход:G3/4" - Выход:М16х1,5 - MAX давление, Мпа:15 - пропуск. способ-сть, куб. м/ч: 1.8 - расход газа, л/мин:30/40 |
| Заказать |

Цена: по запросу |
| Параметры - Вес, кг 0.9 - Вход:G3/4" - Выход:М16х1,5 - MAX давление, Мпа:15 - пропуск. способ-сть, куб. м/ч: 2.4 - расход газа, л/мин:40/30 - Напряжение сети, В:36 |
| Заказать |

Цена: по запросу |
| Параметры - Вес, кг 0.9 - Вход:G3/4" - Выход:М16х1,5 - MAX давление, Мпа:15 - пропуск. способ-сть, куб. м/ч: 2.4 - расход газа, л/мин:40/30 - Напряжение сети, В:220 |
| Заказать |

Цена: 6 270 руб. |
| Параметры - Вес, кг 1.1 - Вход:G3/4" DIN9 - Выход:М16х1,5+ниппель Ø6,3/Ø9,0мм - MAX давление, Мпа:20 - расход газа, л/мин:40/30 |
| Заказать |

Цена: по запросу |
| Параметры - Пропан, 25/4 бар - вх. W 21,8x1/14LH" - вых. G 3/8" LH - расход 5 м3/ч |
| Заказать |

Цена: по запросу |
| Параметры - Гелий/Азот/Аргон - 200/10 бар - вх. G 3/4 |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар - регулировка расхода 0-24 л/мин |
| Заказать |

Цена: по запросу |
| Параметры - Входное давление 200, - выходное давление 0-10 бар, - расход газа 30м3/ч, - вх. G3/4", вых. G1/4" |
| Заказать |

Цена: по запросу |
| Параметры - Один ротаметр - давление 200бар - регулировка расхода 0-24 л/мин |
| Заказать |

Цена: по запросу |
| Параметры - Кислород- 200/10 бар - расход 30м3/ч - вх.G3/4 - вых. G1/4" |
| Заказать |

Цена: по запросу |
| Параметры - два ротаметра - давление 200бар, регулировка расхода 0-24 л/мин |
| Заказать |
Газовые редукторы и регуляторы - PTK
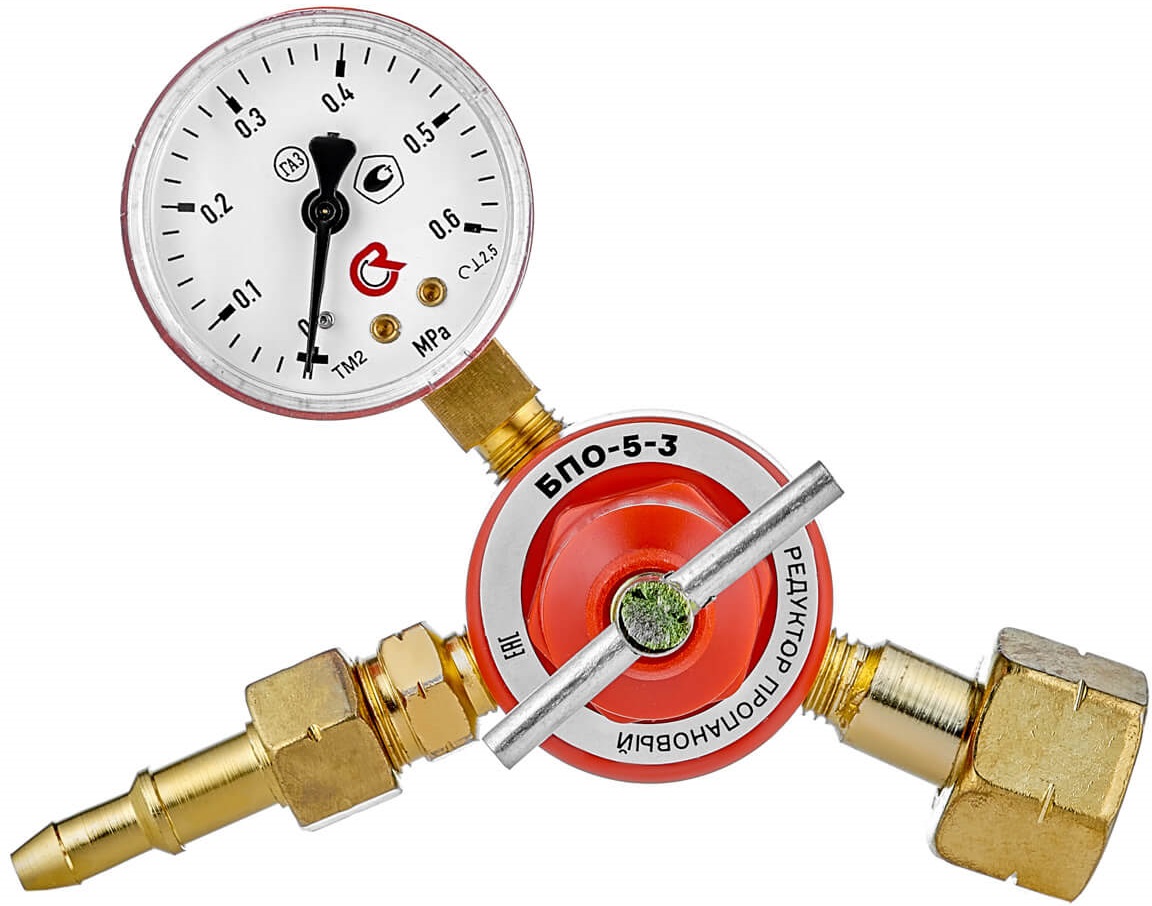
Цена: 1 035 руб. |
| Параметры - пропан - 1 манометр - Рабочее давление 2.5 МПа - регулировка расхода 83 л/мин |
| Заказать |

Цена: 1 270 руб. |
| Параметры - углекислый газ - 2 манометра - Рабочее давление 0,35 МПа - регулировка расхода 100 л/мин |
| Заказать |

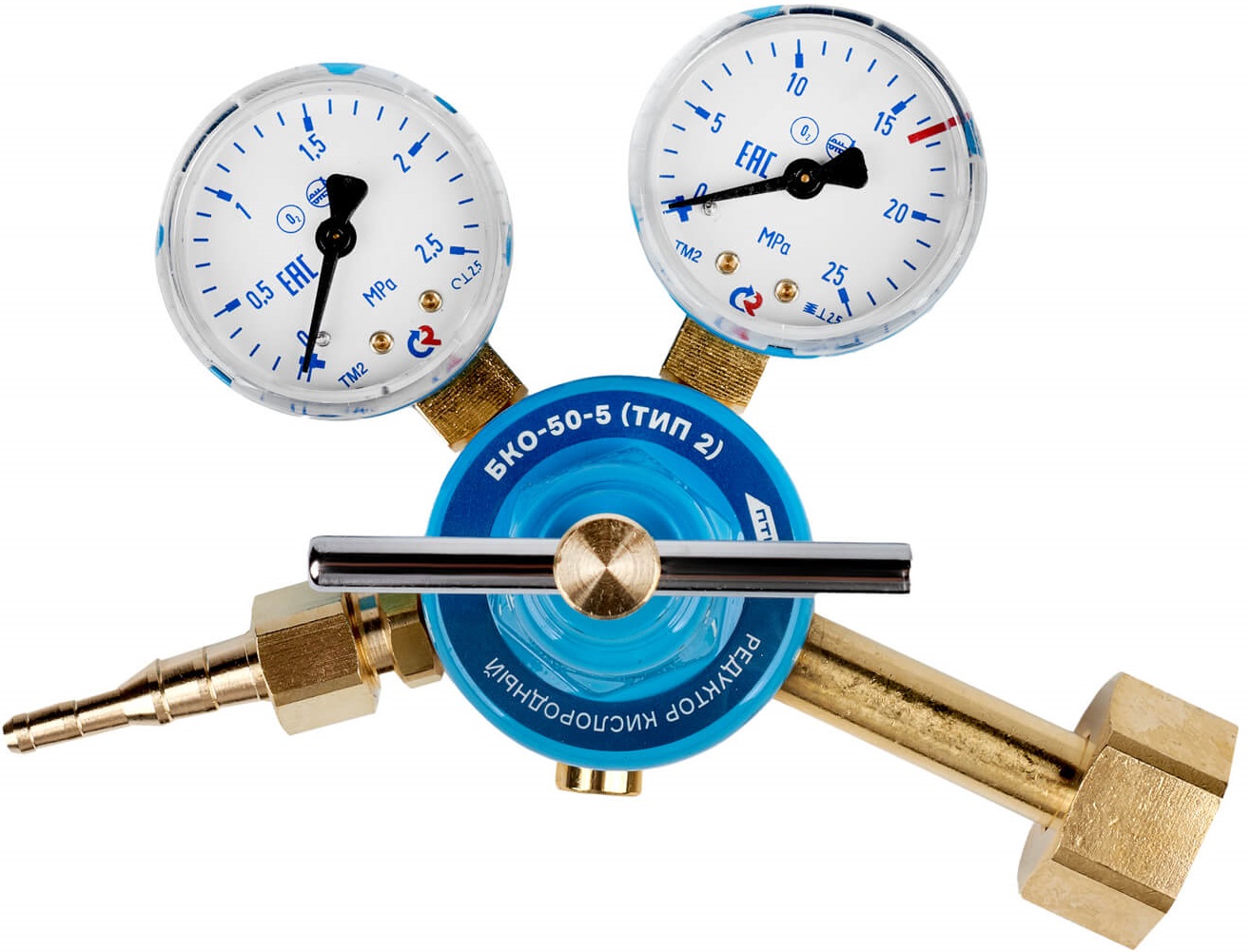
Цена: 1 320 руб. |
| Параметры - кислород - 2 манометра - Рабочее давление 1,25/1,6 МПа - max расход 833 л/мин |
| Заказать |

Цена: 1 430 руб. |
| Параметры - пропан - 1 манометр - Рабочее давление 2.5 МПа - регулировка расхода 83 л/мин |
| Заказать |

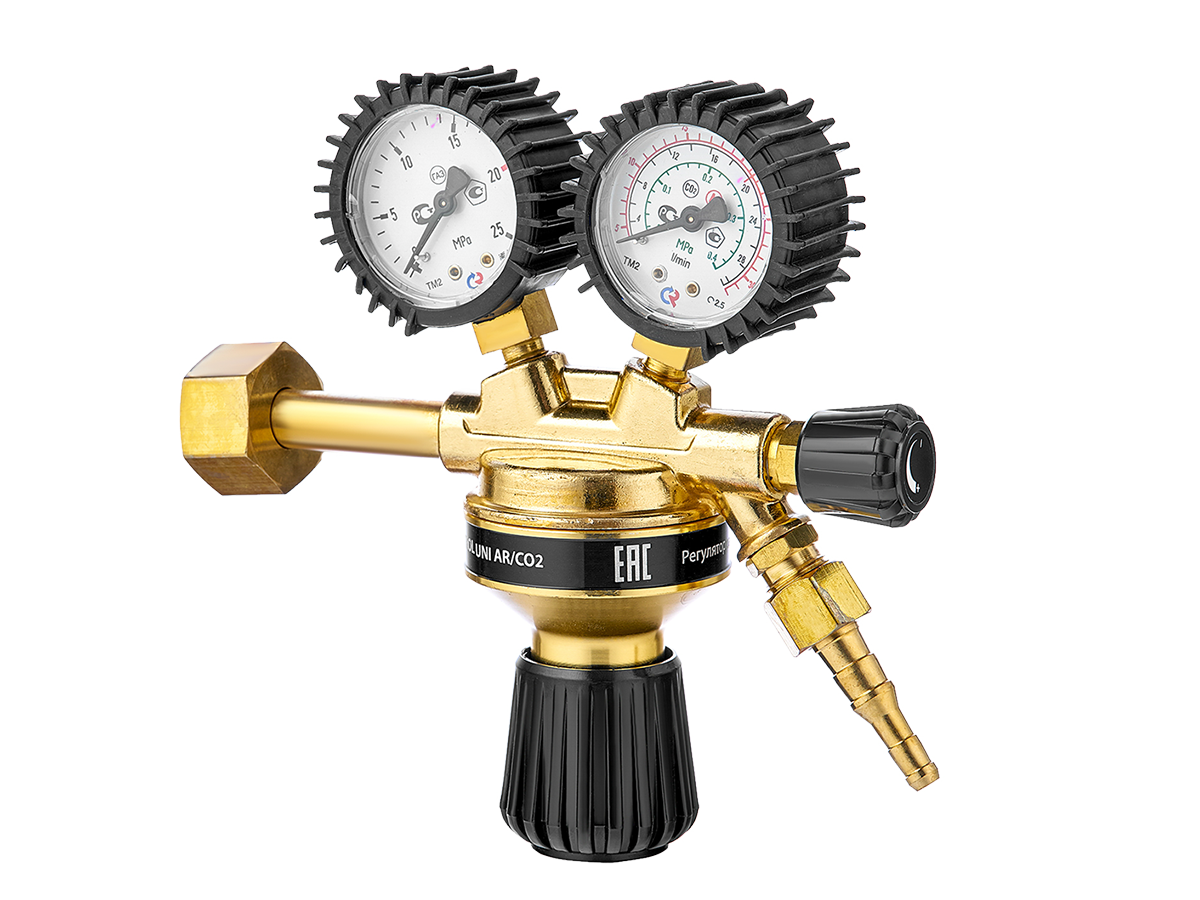
Цена: 1 470 руб. |
| Параметры Параметры - аргон/углекислота - 2 манометра - Рабочее давление 0,4/1,25 МПа - регулировка расхода 30/40 л/мин |
| Заказать |

Цена: 1 690 руб. |
| Параметры - кислород - 2 манометра - Рабочее давление 1,25/1,6 МПа - max расход 833 л/мин |
| Заказать |

Цена: 1 690 руб. |
| Параметры - углекислый газ - 2 манометра - Рабочее давление 0,35 МПа - регулировка расхода 100 л/мин |
| Заказать |

Цена: 1 690 руб. |
| Параметры - аргон/углекислота - 2 манометра - Рабочее давление 0,4/1,25 МПа - регулировка расхода 30/40 л/мин |
| Заказать |

Цена: 1 865 руб. |
| Параметры - пропан - 1 манометр - Рабочее давление 2.5 МПа - регулировка расхода 83 л/мин |
| Заказать |
Цена: 2 115 руб. |
| Параметры - кислород - 2 манометра - Рабочее давление 1,25/1,6 МПа - регулировка расхода 833 л/мин |
| Заказать |

Цена: 2 224 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 расходомер - регулировка расхода 30/40 л/мин - 200 бар |
| Заказать |

Цена: 2 927 руб. |
| Параметры - аргон/углекислота - 1 манометр - 2 ротаметра - регулировка расхода 30/40 л/мин - 200 бар |
| Заказать |

Цена: 4 280 руб. |
| Параметры - аргон/углекислота - 1 манометр - 1 расходомер - регулировка расхода 30/40 л/мин - 200 бар - подогреватель 36V |
| Заказать |

Цена: по запросу |
| Параметры - два ротаметра - давление 150бар - регулировка расхода 0-30 л/мин |
| Заказать |

Цена: по запросу |
| Параметры - Углекислота/ Аргон - МПа (кгс/см)-15 (150) - вх- м/ч-30/40 - МПа (кгс/см)-1,25 (12,5) - G3/4-B |
| Заказать |
Газовые редукторы и регуляторы - REDIUS

Цена: 2 820 руб. |
| Параметры Параметры - аргон/углекислота - 2 манометра - максимальное давление 20 МПа - регулировка расхода 40 л/мин - входное давление 200 бар |
| Заказать |
Газовые редукторы и регуляторы - SVAROG

Цена: по запросу |
| Параметры - вход: М16х1,5 - выход: М16х1,5 - Ниппель: Ø6/9 |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-40 л/мин |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-40 л/мин - два ротаметра |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-30 л/мин - напряжение питания подогревателя 36B - один ротаметр |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-40 л/мин - Напряжение питания подогревателя 36B |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-40 л/мин - напряжение питания подогревателя 220B - один ротаметр |
| Заказать |

Цена: по запросу |
| Параметры - давление 100бар - вход: гайка накидная G3/4 - выход: М16х1,5 - Ниппель: Ø6.3/9 |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар - регулировка расхода 0-84 л/мин - вход: гайка накидная G3/4 - выход: М16х1,5 - Ниппель: Ø6.3/9 |
| Заказать |
Цена: по запросу |
| Параметры Среда: Комбинированная Наибольшее рабочее давление газа: 0.4 мПа Наибольшее давление газа на входе: 20 мПа |
| Заказать |

Цена: по запросу |
| Параметры - давление 200бар, - регулировка расхода 0-40 л/мин - напряжение питания подогревателя 36B - два ротаметра |
| Заказать |
Как выбрать редуктор для сварки в среде защитных газов и сделать этот выбор правильно?
Следует помнить, что плотность аргона при нормальных условиях составляет 1,784 кг/м3, в то время как плотность кислорода – 1,301 кг/м3 , а углекислого газа – 1,965 кг/м3. Соответственно, при использовании не «своего» редуктора придётся перенастраивать и ротаметр. Что рекомендуется только в специализированных мастерских, иначе показания расхода аргона будут существенно разниться от фактических.
Также следует помнить о значениях допустимых давлений газа. Для кислородных редукторов они всегда меньше, поскольку смесь кислорода практически с любой составляющей взрывоопасна. Этот факт определяет повышенные требования к качеству запорной и присоединительной арматуры, уплотнениям и пр. Вместе с тем, добротность изготовления кислородных редукторов всегда позволяет использовать их и для аргона. Но не наоборот.
Поскольку расход аргона при сварке следует регулировать более точно, все типоразмеры аргоновых редукторов отличаются увеличенной площадью мембраны. Это особенно важно при сварке алюминия или нержавеющей стали. Увеличенная площадь мембраны: препятствует замерзанию газа при отрицательных внешних температурах; позволяет более экономично использовать аргон; дополнительно стабилизирует расход газа. Различие в расходах приводит к выводу – использовать обычные регуляторы расхода при сварке аргоном нецелесообразно, поскольку при этом не обеспечивается необходимая точность. А заправка баллона аргоном обойдётся гораздо дороже, чем заправка углекислотой. Поэтому использование традиционных редукторов, понижающих давление, но не показывающих расход (а для вариантов со смесью аргона и углекислого газа, или аргона с гелием это особенно важно) в данном случае не приветствуется. Предпочтение следует отдать регуляторам расхода, в конструкции которых предусмотрены ротаметры. Ещё лучше использовать наиболее универсальный, углекислотный редуктор, с двумя ротаметрами.
У нас в стране наибольшее распространение получили редукторы линейки АР: АР-30 и АР-40 (популярны также модификации АР-40-2 и АР-30-2, комплектуемые двумя ротаметрами: под углекислоту, и под аргон). Они представляют собой одно- или двухступенчатые редукторы, которые рассчитываются на пропускающую способность газа соответственно 30 и 40 кубометров в час. Для обеспечения надлежащей точности показаний, а также с учётом высокой плотности аргона редукторы устанавливаются строго в вертикальном положении. Климатический диапазон применения -25…+45ºС
Аргоновый редуктор (точнее – универсальный газовый регулятор расхода) представляет собой узел, составными частями которого являются:
- камера для регулирования давления;
- манометр;
- ротаметр для управления расходом аргона;
- ротаметр для управления расходом углекислоты.
Ротаметры размещаются последовательно, и снабжены отдельными запорно-присоединительными элементами. Это позволяет сварщику при необходимости отключать тот или иной ротаметр, и снижать потери давления газа при работе.
Также нужно обратить особое внимание на сследующие моменты:
Не стоит выбирать редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
- или их аналоги.
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Малогабаритные редукторы не предназначены для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Редукторы с ротаметром не являются более экономичными, чем с манометрическим указанием расхода. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Редукторы с двумя ротаметрами возможно использовать для подключения двух сварочных постов. Также их применяют для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Не стоит примененять (с целью экономии средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Применяйте при работе с углекислотой подогреватели. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Подогреватели бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Купив редуктор с ротаметром, не стоит снимать корпус и регулировать задающий винт или клапан. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.